 ENG
ENG 
Arbeidsprinsippet til sprøytestøpemaskin ligner på sprøyten som brukes til injeksjon. Den bruker skyvekraften til skruen (eller stempelet) for å injisere den myknede smeltede tilstanden (det vil si viskøs strømning) inn i det lukkede formhulrommet. Prosessen med å oppnå produkter etter herding og forming.
Sprøytestøping er en syklisk prosess, hver syklus inkluderer hovedsakelig: kvantitativ mating-smelteplastisering-trykksprøyting-fylling av kjøling-uttak av form. Etter å ha fjernet plastdelene, lukkes formen igjen for neste syklus.
Driftsprosjekt for sprøytestøpemaskin: Driftsprosjektet for sprøytestøpemaskin inkluderer tre aspekter: kontrolltastaturdrift, elektrisk kontrollsystemdrift og hydraulisk systemdrift. Velg injeksjonsprosesshandling, matehandling, injeksjonstrykk, injeksjonshastighet, valg av ejeksjonstype, temperaturovervåking av hver seksjon av fatet, justering av injeksjonstrykk og mottrykk, etc.
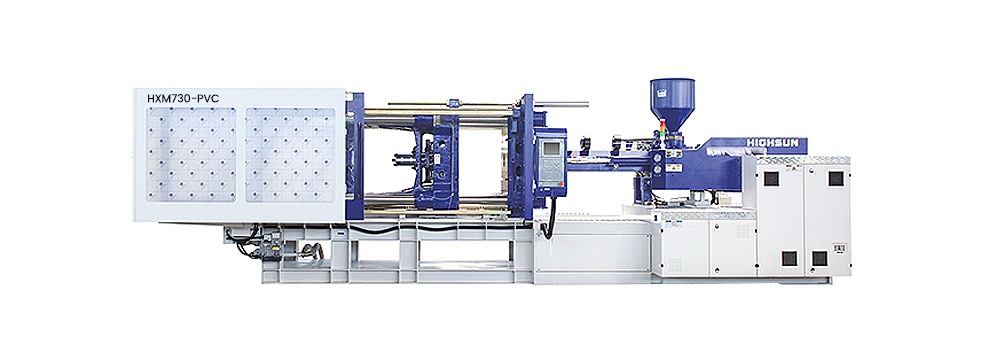
Støpeprosessen til en generell skruesprøytestøpemaskin er: først legges granulær eller pulverplast til fatet, og plasten smeltes ved rotasjon av skruen og ytterveggen av fatet, og deretter lukker maskinen formen og injeksjonssetet beveger seg fremover. Hold munnstykket nær porten til formen, og mat deretter injeksjonssylinderen med trykkolje for å føre skruen frem, slik at det smeltede materialet sprøytes inn i den lukkede formen med lavere temperatur ved høyt trykk og høyere hastighet. Tid og trykk opprettholdes (også kjent som holdetrykk), kjøling og størkning, og produktet kan åpnes for å fjerne produktet (hensikten med å holde trykket er å forhindre tilbakestrømning av smelten i formhulen, supplere materialet inn i formhulen og sikre at produktet har en viss tetthet og dimensjonell toleranse). De grunnleggende kravene til sprøytestøping er plastisering, injeksjon og støping. Plastisering er forutsetningen for å oppnå og kvalitetssikre støpte produkter, og for å oppfylle kravene til støping må injeksjon sikre at det er tilstrekkelig trykk og hastighet. Samtidig, på grunn av det høye injeksjonstrykket, genereres et tilsvarende høyt trykk i formhulen (gjennomsnittstrykket i formhulen er generelt mellom 20 og 45 MPa), så det må være en tilstrekkelig stor formklemmekraft. Det kan sees at injeksjonsanordningen og formklemmeanordningen er nøkkelkomponentene i sprøytestøpemaskinen.
Det er tre hovedaspekter ved evaluering av plastprodukter. Den første er utseendets kvalitet, inkludert fullstendighet, farge, glans, etc.; den andre er nøyaktigheten mellom størrelsen og relativ posisjon; den tredje er de fysiske egenskapene, kjemiske egenskaper og elektrisk ytelse osv. Disse kvalitetskravene er forskjellige avhengig av bruken av produktene, og de nødvendige standardene er også forskjellige.
Defektene til produktene er hovedsakelig i aspektene ved formdesign, produksjonsnøyaktighet og slitasjenivå. Men faktisk lider det tekniske personellet ved plastforedlingsanlegg ofte av den vanskelige situasjonen med å bruke teknologi for å gjøre opp for problemene forårsaket av defektene i formen og har liten effekt.
Justering av teknologi i produksjonsprosessen er en nødvendig måte å forbedre produktkvalitet og produksjon. Fordi selve injeksjonssyklusen er veldig kort, vil det være en endeløs strøm av avfallsprodukter hvis prosessforholdene ikke er godt grepet. Når du justerer prosessen, er det best å endre bare én tilstand om gangen, og observere noen få ganger. Hvis trykket, temperaturen og tiden justeres opp, er det lett å skape forvirring og misforståelser. Hvis det er et problem, vet jeg ikke hvorfor. Tiltakene og virkemidlene for å justere prosessen er forskjellige. For eksempel er det mer enn ti mulige løsninger for å løse problemet med misnøye med produkter. Bare én eller to hovedløsninger for å løse problemets kjerne kan velges for å løse problemet. I tillegg bør vi ta hensyn til det dialektiske forholdet i løsningen. For eksempel: produktet har en depresjon, noen ganger er det nødvendig å øke materialtemperaturen, noen ganger er det nødvendig å redusere materialtemperaturen; noen ganger er det nødvendig å øke mengden av materiale, noen ganger er det nødvendig å redusere mengden av materiale. Erkjenne muligheten for omvendte tiltak for å løse problemer






 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com haixiong@highsun-machinery.com
haixiong@highsun-machinery.com +86-136 8570 6288
+86-136 8570 6288