 ENG
ENG Get a Quote 
Get a Quote
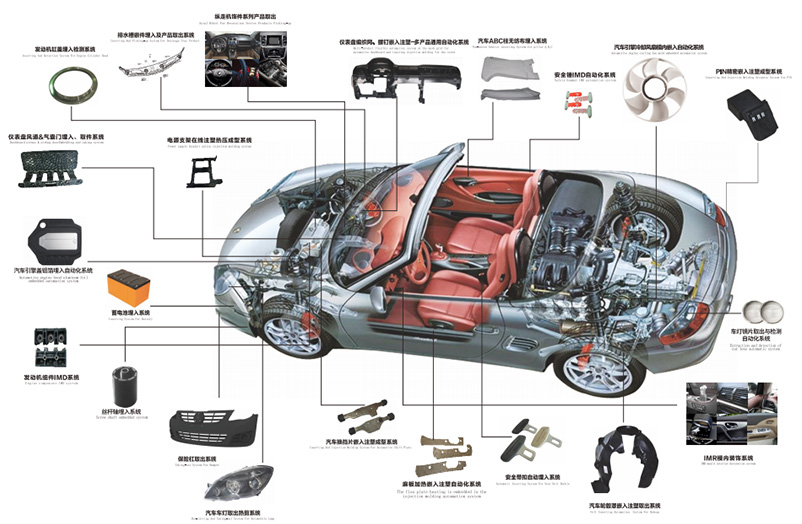
Utvendige deler:
Støtfangere foran/bak
Griller
Spoilere
Hjulbuer / Fender Flares
Dørhåndtak
Lampehus/linser
Speilhus
Sideskjørt
Elektriske og elektroniske (E/E) deler:
Sensorhus/ Sensorhus
Kontrollenhetshus/
ECU (Electronic Control Unit) foringsrør
Relébokser
Ulike koblinger
| Interiørdeler: |
Funksjonelle/strukturelle deler: |
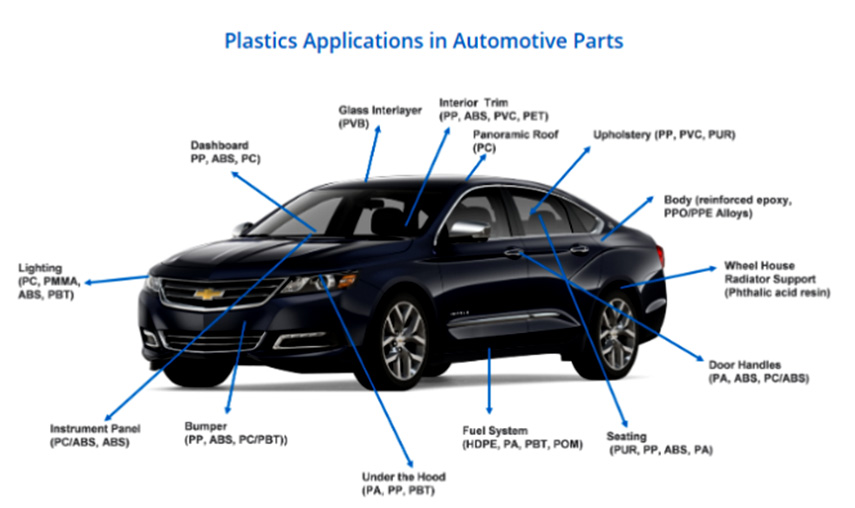
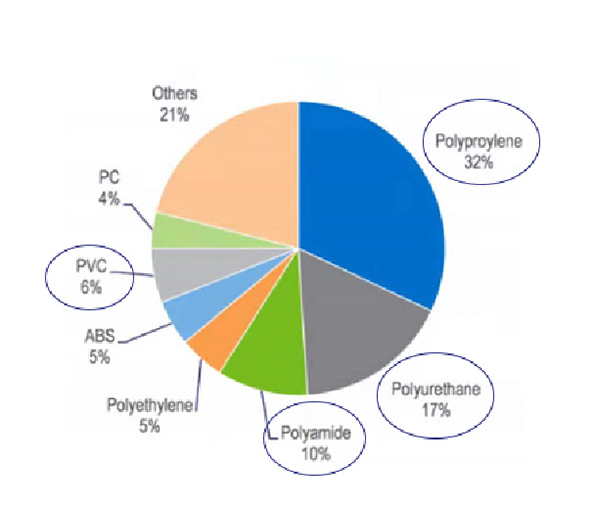
Bilindustrien er den tredje viktigste forbrukersektoren av polymerer etter emballasje og bygg og konstruksjon. Derfor kan endringer i materialbruken ha store konsekvenser for polymeretterspørselen og den økonomiske ytelsen til polymerprodusenter. For tiden er det omtrent 30 000 deler i et kjøretøy, hvorav 1/3 er laget av plast. Totalt brukes rundt 39 forskjellige typer grunnleggende plast og polymerer for å lage en bil. Mer enn 70 % av plasten som brukes i biler kommer fra fire polymerer: polypropylen, polyuretan, polyamider og PVC.
→ Bildeler krever eksepsjonelt høy dimensjonsnøyaktighet/toleranse.
→Materialmangfold kompliserer prosessutvikling og øker materialkostnadene.
→ Sprøytestøping er energikrevende, med betydelige energikostnadsbidrag
 HXM servomaskin
HXM servomaskin 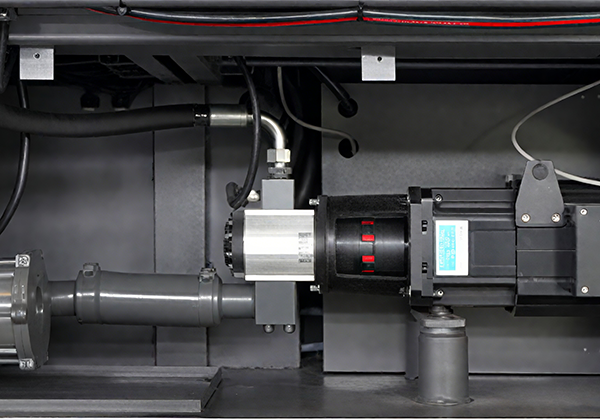 Intelligent Servo Drive
Intelligent Servo Drive  T-type platesystem med høy stivhet
T-type platesystem med høy stivhet 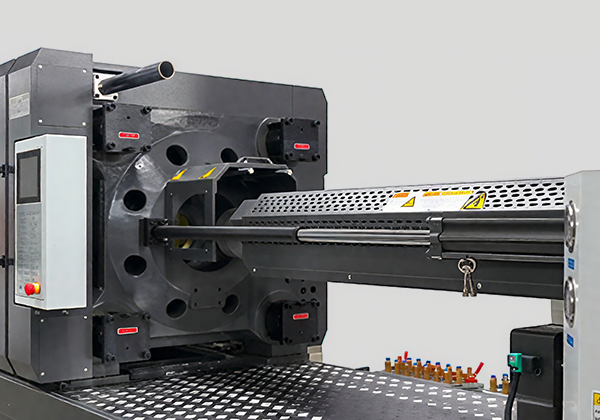 Termisk styring opti-
Termisk styring opti- 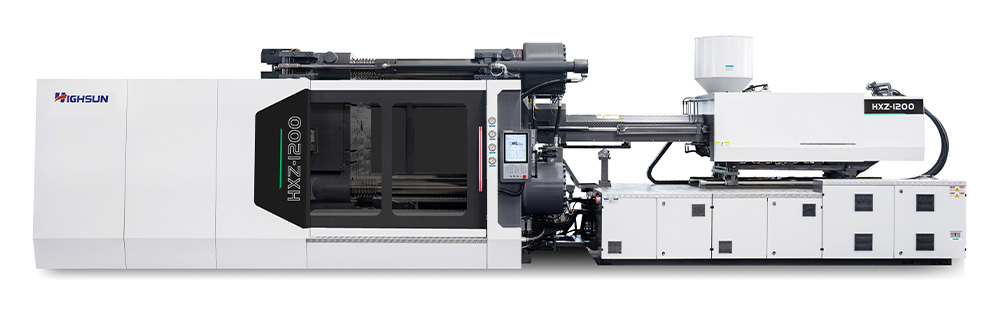 HXZ to-plate maskin
HXZ to-plate maskin 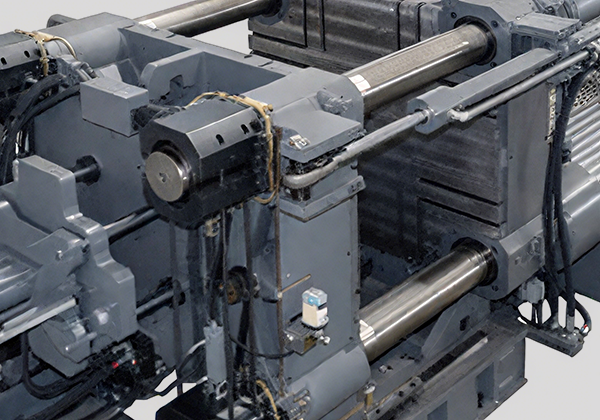 Kompakt struktur,
Kompakt struktur, 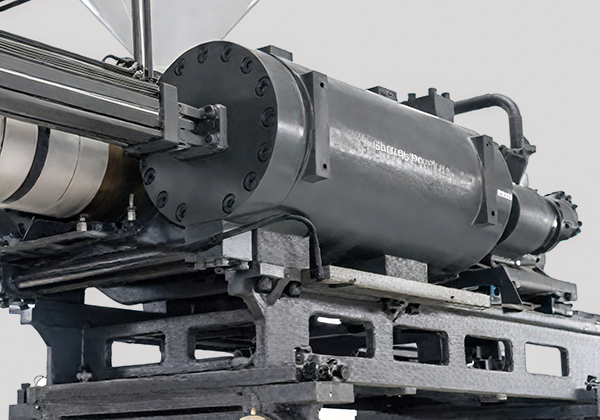 Spesialisert skrue
Spesialisert skrue 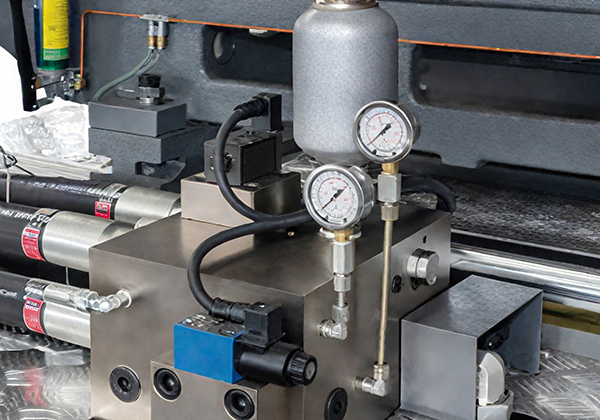 Energieffektiv og høy ytelse
Energieffektiv og høy ytelse 




● Råvarevalg
● Produktdesign
● Muggstrømningsanalyse
● Anbefalinger for formdesign

● Produktytelse
● Produktkvalitet
● Brukervennlighet
● Sikkerhetskrav

● Produksjonslinjeflyt
● Layout, Man, Macie Marcrdng i henhold til prosessflyt
● Periferautomatisering
● Smart tilkobling

● Profesjonell installasjon og igangkjøring
● Operatøropplæring på stedet
● Forming Process Training

● Forebyggende vedlikehold (PM)
● Utstyrsoppgradering
 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com
1
 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com
 +86-136 8570 6288
+86-136 8570 6288
Opphavsrett © 2025 Ningbo Beilun Highsun Machinery Co., Ltd. Alle rettigheter forbeholdt. Produsenter av plastsprøytestøpemaskiner
 PERSONVERN
PERSONVERN