 ENG
ENG 
1. Rollen og anvendelsen av PVC sprøytestøpemaskin
Som kjerneutstyret i plastforedlingsindustrien, spiller PVC-sprøytestøpemaskin en viktig rolle i dagens industrielle produksjonsfelt. Polyvinylklorid (PVC), som et allsidig, kostnadseffektivt og holdbart termoplastmateriale, er mye brukt i mange felt som konstruksjon, medisinsk, bil og forbruksvarer gjennom sprøytestøping.

PVC-sprøytestøpemaskin er et spesielt sprøytestøpeutstyr som er spesielt brukt til å behandle polyvinylkloridmaterialer, som inntar en uerstattelig posisjon i plastforedlingsindustrien. I følge industridatastatistikk involverer omtrent 23 % av verdens produksjon av plastsprøytestøping PVC-materialer, spesielt innen bygningsrør, medisinsk utstyr og ledninger og kabler, er bruksforholdet til PVC-sprøytestøpemaskiner så høyt som mer enn 60 %. Bak denne brede applikasjonen ligger de unike ytelsesfordelene til selve PVC-materialene og den effektive kombinasjonen av sprøytestøpeprosessen.
Hovedfunksjonen til PVC-sprøytestøpemaskinen er å forvandle råvarer til plastprodukter med presis størrelse og funksjonelle egenskaper gjennom tre nøkkeltrinn: oppvarmingsplastisering, høytrykksinjeksjon og formstøping. Sammenlignet med generelle sprøytestøpemaskiner, er PVC-sprøytestøpemaskiner optimalisert for egenskapene til PVC-materialer, og kan effektivt overvinne de tekniske vanskelighetene ved PVC-behandling, som dårlig termisk stabilitet, høy smelteviskositet og enkel nedbrytning. I byggebransjen har rørdeler, skjøter og dør- og vindustilbehør produsert av PVC-sprøytestøpemaskiner utmerket værbestandighet og kjemisk stabilitet; innen det medisinske feltet oppfyller produkter som infusjonsposer og katetre støpt ved PVC-sprøytestøping strenge biokompatibilitetskrav.
Fra industrikjedens perspektiv er PVC-sprøytestøpemaskiner i midtleddet mellom råvarer og terminalapplikasjoner, og deres tekniske nivå påvirker direkte kvaliteten og produksjonskostnadene til sluttproduktet. En kvalifisert PVC-sprøytestøpemaskin er vanligvis sammensatt av nøkkelkomponenter som injeksjonssystem, formklemmesystem, hydraulisk system, kontrollsystem og temperaturkontrollsystem. Det koordinerte arbeidet til disse systemene sikrer at PVC-materialer kan fullføre støpeprosessen under optimale forhold. Med forbedring av miljøvernkrav og vekst av medisinske behov, utvikler PVC-sprøytestøpemaskiner seg i en mer presis, energibesparende og intelligent retning.
Industrispesifisiteten til PVC-sprøytestøpemaskiner gjenspeiles også i deres tilpasningsevne til materialformuleringer. PVC, som en plast hvis egenskaper kan justeres av tilsetningsstoffer, er delt inn i to kategorier: stiv PVC (RPVC) og fleksibel PVC (FPVC). Stiv PVC har høy styrke og stivhet og brukes ofte i byggematerialer; mens fleksibel PVC blir myk og elastisk på grunn av tilsetning av myknere, og egner seg for produkter som medisinske rør. PVC-sprøytestøpemaskiner må kunne håndtere disse to vesentlig forskjellige materialene, noe som krever at utstyret har et bredere prosessvindu og mer fleksible parameterjusteringsmuligheter. Samtidig har bruken av blyfrie stabilisatorer og nye miljøvennlige myknere, med de stadig strengere miljøbestemmelsene, også stilt nye tekniske krav til PVC-sprøytestøpemaskiner.
Når det gjelder økonomiske fordeler, gir PVC-sprøytestøpemaskiner produsenter svært konkurransedyktige produksjonsløsninger. Sammenlignet med metallbearbeiding eller andre plaststøpeprosesser har PVC-sprøytestøping fordelene med kort syklus, høy materialutnyttelse og lav etterspørsel etter arbeidskraft, som er spesielt egnet for produksjon av standardiserte produkter i stor skala. Hvis vi tar PVC-rørdeler i byggebransjen som et eksempel, kan den daglige produksjonskapasiteten til en mellomstor PVC-sprøytestøpemaskin nå 5000-8000 stykker, og produktvektfeilen kan kontrolleres innen ±0,5%. Slik nøyaktighet og effektivitet er vanskelig å oppnå med andre prosesser. I tillegg har PVC-sprøytestøpemaskiner også egenskapene til lang formlevetid (vanligvis opptil 500 000 til 1 million ganger) og relativt lavt energiforbruk (ca. 40 % energibesparelse sammenlignet med metallstøping), noe som reduserer produksjonskostnadene ytterligere.
Med den kontinuerlige utviklingen av trenden med "plasterstattende stål", vil viktigheten av PVC-sprøytestøpemaskiner bli ytterligere fremhevet. Spesielt innen bruksområdet for å forfølge lettvekt, korrosjonsbestandighet og kostnadskontroll, erstatter PVC-sprøytestøpingsprodukter stadig tradisjonelle materialer. Som nøkkelutstyret for å oppnå denne transformasjonen, vil den teknologiske innovasjonen og markedsutvidelsen av PVC-sprøytestøpemaskiner fortsette å tiltrekke industriens oppmerksomhet.
2. Arbeidsprinsipp og prosessflyt av PVC-sprøytestøpemaskiner
Arbeidsprinsippet til PVC-sprøytestøpemaskiner er basert på støpeegenskapene til termoplast. Ved nøyaktig å kontrollere parametere som temperatur, trykk og hastighet, omdannes PVC-råmaterialer til produkter med ønsket form. Denne prosessen integrerer tverrfaglige teknologier som maskinteknikk, materialvitenskap og automatisk kontroll for å danne et komplekst og presist prosesseringssystem. Å forstå arbeidsprinsippet til PVC-sprøytestøpemaskiner er avgjørende for å optimalisere produksjonsprosessene og forbedre produktkvaliteten.
Systemsammensetning og funksjon
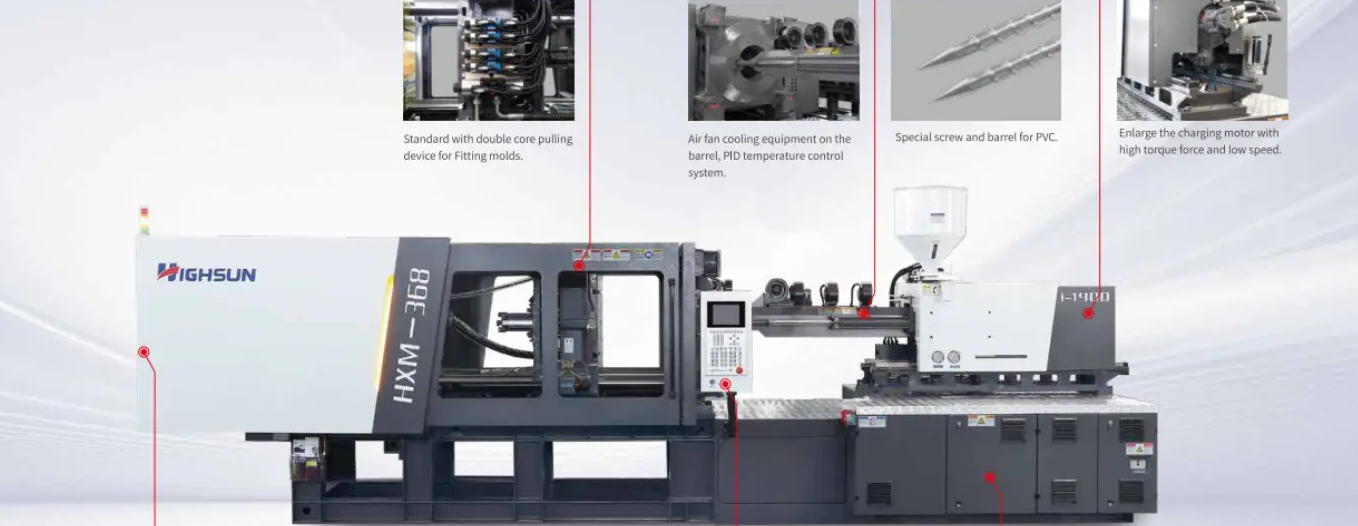
PVC-sprøytestøpemaskin er hovedsakelig sammensatt av fem systemer: injeksjonssystem, klemsystem, hydraulisk system, kontrollsystem og temperaturkontrollsystem. Injeksjonssystemet er ansvarlig for plastisering og injeksjon av PVC-materialer. Det er kjernedelen av utstyret og inkluderer nøkkelkomponenter som trakt, tønne, skrue og dyse. I motsetning til generelle sprøytestøpemaskiner, har skruen til PVC-sprøytestøpemaskinen vanligvis en spesiell design, med et lite lengde-til-diameter-forhold (L/D) (vanligvis mellom 18:1 og 22:1) og et lavt kompresjonsforhold (ca. 1,8-2,5) for å redusere skjærvarmetilførselen til varmefølsomme PVC-materialer. Klemmesystemet gir formåpning og lukking og klemkraft for å sikre at formen ikke skyves opp av smeltetrykket under støpeprosessen. Dens strukturelle former inkluderer vippetype, hydraulisk type og elektrisk type. Det hydrauliske systemet gir kraft til hele maskinen og kontrollerer bevegelsen til hver aktuator; kontrollsystemet er ansvarlig for parameterinnstilling, programkontroll og prosessovervåking; temperaturkontrollsystemet opprettholder den nøyaktige temperaturen på fatet og formen, noe som er spesielt viktig for varmefølsomme materialer som PVC.
Arbeidssyklusanalyse
PVC-sprøytestøping er en syklisk prosess, og hver syklus inneholder en rekke ordnede handlinger. I henhold til industristandarder inkluderer en komplett arbeidssyklus følgende stadier: formlukking → injeksjon → trykkholding → kjøling → plastisering → formåpning → utstøting av produkter.
I formlukkingsstadiet lukkes formen under høyt trykk, og klemkraften beregnes basert på produktprojeksjonsområdet og injeksjonstrykket, vanligvis 30-80MPa. I injeksjonsstadiet beveger skruen seg fremover for å injisere den smeltede PVC-en i forenden av fatet inn i formhulen ved høyt trykk (vanligvis 80-180 MPa) og høy hastighet. Denne prosessen varer i flere sekunder, og injeksjonshastigheten kan kontrolleres i seksjoner for å tilpasses komplekse produktstrukturer. Å opprettholde et visst trykk i trykkholdestadiet for å fylle på materialet redusert på grunn av kjølekrymping er avgjørende for dimensjonsnøyaktigheten og overflatekvaliteten til produktet. Avkjølingstrinnet lar produktet stivne i formen, og tiden avhenger av veggtykkelsen og kjøleeffektiviteten. I plastiseringsstadiet roterer skruen for å transportere og smelte det nye materialet fremover for å forberede seg på neste syklus, og trekker seg samtidig tilbake til innstilt posisjon. Til slutt åpnes formen, og utstøtningsmekanismen tar ut produktet for å fullføre en syklus.
Tabell: Typiske prosessparameterområder for PVC-sprøytestøping
| Parameterkategori | Stiv PVC (RPVC) | Myk PVC (FPVC) | Nøkkeleffekt |
| Fattemperatur (℃) | 160-190 | 150-180 | Smeltefluiditet, termisk dekomponeringsrisiko |
| Muggtemperatur (℃) | 30-50 | 20-40 | Kjølehastighet, overflateglans |
| Injeksjonstrykk (MPa) | 80-150 | 70-130 | Formfyllende integritet, indre stress |
| Holdetrykk (MPa) | 40-80 | 30-60
| Krymping, dimensjonsnøyaktighet |
| Skruehastighet (rpm) |
30-70 | 25-60
| Plastiseringskvalitet, skjærvarme |
| Mottrykk (MPa) | 3-10 | 2-8 | Smeltetetthet, plastiseringseffektivitet |
- Egenskaper ved PVC-behandling
PVC-sprøytestøping har betydelige prosessforskjeller sammenlignet med generell plast som PP og PE, som hovedsakelig skyldes materialegenskapene til PVC. PVC har dårlig termisk stabilitet og spaltes lett for å frigjøre hydrogenklorid (HCl) ved høye temperaturer. Derfor er prosesseringstemperaturvinduet smalt, vanligvis kontrollert innenfor området 150-190°C, som er mye lavere enn dens teoretiske dekomponeringstemperatur (ca. 210°C). For å møte denne utfordringen er PVC-sprøytestøpemaskiner vanligvis utstyrt med mer presise temperaturkontrollsystemer, med en sonetemperaturkontrollnøyaktighet på opptil ±1°C, og en spesiell skruedesign for å redusere skjæroppvarming. Samtidig har PVC-smelte høy viskositet og dårlige flytegenskaper, noe som krever høyere injeksjonstrykk (vanligvis 20-30% høyere enn PP) for å fylle formen helt. I tillegg kan tilsetningsstoffer i PVC-formler som stabilisatorer og smøremidler danne avleiringer i fatet, så PVC-sprøytestøpemaskiner krever hyppigere rengjøring og vedlikehold.
- Prinsipper for plastisering og injeksjon
Plastiseringsprosessen av PVC er en kompleks prosess for transformasjon av fysisk tilstand. Etter at faste PVC-partikler kommer inn i tønnen fra beholderen, gjennomgår de en transformasjon fra glassaktig tilstand, høy elastisk tilstand til viskøs strømningstilstand under oppvarming og skjæring. Rotasjonen av skruen genererer en dragstrøm for å transportere materialet fremover, mens skjærvirkningen og ekstern oppvarming gradvis smelter PVC. Siden PVC er et polart materiale, er dets smelteadferd forskjellig fra ikke-polar plast som PE, og krever høyere energitilførsel. På slutten av plastiseringen samler den smeltede PVC seg opp i den fremre enden av skruen, og skyver skruen tilbake til innstilt posisjon. I injeksjonstrinnet omdannes skruen til et stempel, og smelten injiseres inn i formhulen med konstant hastighet eller segmentert hastighet under trykk fra den hydrauliske sylinderen. Strømningsoppførselen til PVC-smelten i formhulen påvirkes av formtemperaturen, løperdesign og injeksjonsparametere. Rimelige prosessinnstillinger kan unngå defekter som sprøytemerker og sveiselinjer.
- Hovedpunkter for prosesskontroll
Vellykket PVC-sprøytestøping avhenger av nøyaktig kontroll av nøkkelparametere. Temperaturkontroll er den primære faktoren. Tønnen er vanligvis delt inn i 3-5 temperatursoner. Temperaturgradienten stiger fra mateporten til dysen, men maksimumstemperaturen overstiger ikke 190°C for å forhindre nedbrytning. Injeksjonshastigheten påvirker smeltefyllingsmodusen og molekylær orientering. Tykkveggede produkter bør fylles med lav hastighet for å redusere restspenning, mens tynnveggede deler krever høyhastighetsinjeksjon for å forhindre for tidlig koagulering. Innstillingen av holdetrykk og tid påvirker direkte krympingshastigheten og dimensjonsstabiliteten til produktet, og må optimaliseres i henhold til produktstrukturen og materialegenskaper. Avkjølingstiden utgjør 60-70 % av hele syklusen. Optimalisering av utformingen av kjølevannskanaler kan forbedre produksjonseffektiviteten. PVC-sprøytestøpemaskiner bruker for det meste lukkede sløyfekontrollsystemer for å overvåke og justere disse parametrene i sanntid for å sikre prosessstabilitet og produktkonsistens.
Arbeidsprinsippet til PVC-sprøytestøpemaskiner legemliggjør den perfekte kombinasjonen av mekanisk design og materialvitenskap. Ved nøyaktig å kontrollere termodynamiske og reologiske prosesser omdannes PVC-råmaterialer til plastprodukter med ulike funksjoner. Å mestre disse prinsippene er det teoretiske grunnlaget for å optimalisere produksjonsprosesser og løse kvalitetsproblemer.
3. Utstyrsegenskaper og tekniske fordeler ved PVC-sprøytestøpemaskin
Som en type spesielt plastbehandlingsutstyr har PVC-sprøytestøpemaskin en rekke unike design som samsvarer med materialegenskapene. Disse egenskapene gjør det mulig å vise betydelige tekniske fordeler ved bearbeiding av PVC-materialer. Fra mekanisk struktur til kontrollsystem, reflekterer hver kobling av PVC-sprøytestøpemaskin den nøye utformingen for de spesielle behovene til PVC-behandling.
- Spesiell skruedesign
Kjernetrekket til PVC-sprøytestøpemaskinen er dens spesielle skruestruktur. Sammenlignet med vanlige sprøytestøpemaskinskruer har PVC spesialskruer følgende egenskaper: lite sideforhold (L/D) (vanligvis mellom 18:1 og 22:1), reduserer materialets oppholdstid; lavt kompresjonsforhold (ca. 1,8-2,5), egnet for PVC-pulver eller lett komprimerbare partikler; dypt skruespor, reduserer skjærhastighet og friksjonsvarmeutvikling; legge til barriereseksjon eller blandehode for å forbedre jevnheten i smelten. Denne utformingen løser effektivt problemet med dårlig termisk stabilitet av PVC og forhindrer overoppheting og dekomponering av materialer under plastisering. Skruematerialet er vanligvis laget av dobbeltlegert stål eller spesielt overflatebehandlet for å forbedre slitestyrken og korrosjonsmotstanden for å takle syregass HCl som kan genereres under PVC-behandling. I tillegg er hastighetsområdet til skruen til PVC-sprøytestøpemaskinen relativt smalt (vanligvis 30-70 rpm), og det kan kontrolleres nøyaktig for å unngå overdreven skjæring forårsaket av for høy hastighet.
- Optimalisering av temperaturkontrollsystem






 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com haixiong@highsun-machinery.com
haixiong@highsun-machinery.com +86-136 8570 6288
+86-136 8570 6288